加工例1(切削編)
|
このページでは、私の加工方法について、加工例1(コード編)に引き続き公開します。
実際の切削はプロクソンCNCとMach2を使用します。 |
|||
|
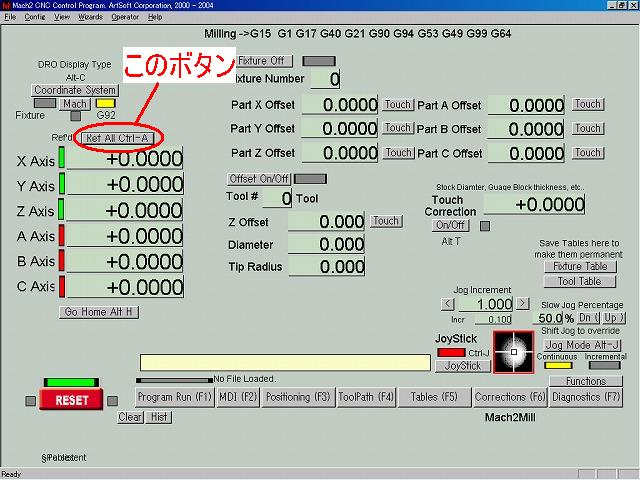
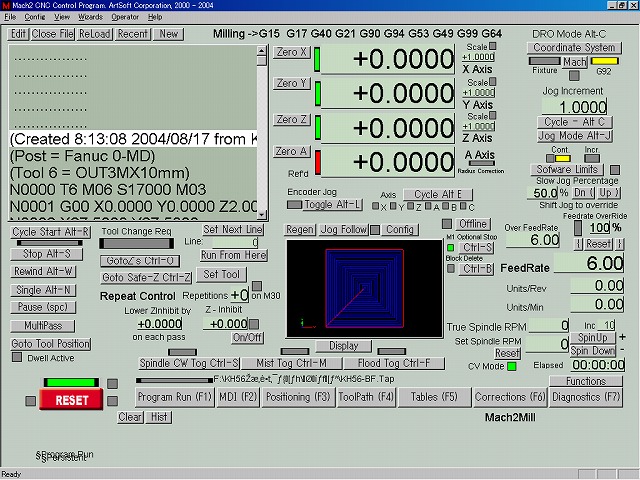
1.ホームポジションの設定
ホームポジションの設定は、Tablesの画面にて行います。 なお、Mach2のバージョンにより画面の選択ボタンがOffsetsとなっている場合もあります。 切削材料をテーブルにセットします。 Ref All Ctrl-Aのボタンを押すと、XYテーブルがリミットスイッチに当たるまで動作し、X座標、Y座標共に0.0000の表示になります。 |
||||||||
 |
||||||||
|
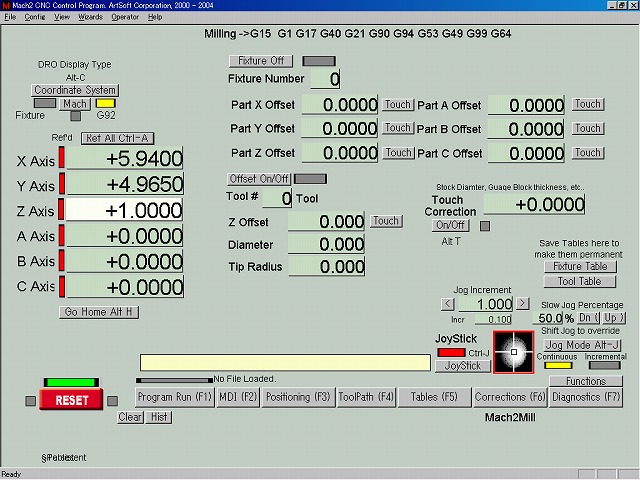
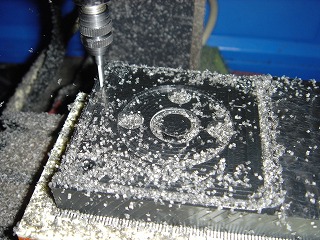
上記操作ではZ軸は動きません。
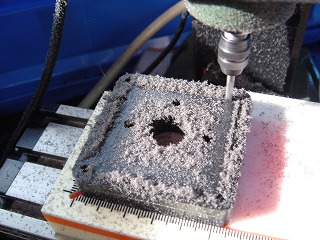
私の使用しているプロクソンCNCのZ軸リミット入力は、外部に取り出し、片側にワニ口クリップ、もう片側に1mm厚の真鍮板を取り付けてあり、ショートするとリミット動作するように設定しています。 ①Z軸の位置決めは、Xを5、Yを5付近に移動します。 ②写真のように刃をワニ口クリップで摘み、真鍮板を材料上面にのせます。 ③PCのキーボードで、Z軸を下げていきます。 ④刃先が真鍮板に接触すると、Z軸の動きが止まります。 ⑤画面のZ Axisの座標を1.0000に変更します。Z座標を上書きしてRef All Ctrl-Aのボタンを押すと、X軸とY軸は0、0の座標に移動するのですが、Z Axisは上書きした座標にならないので、再度上書きしRef All Ctrl-Aのボタンを押します。 |
||||||||
 |
||||||||
 |
||||||||
|
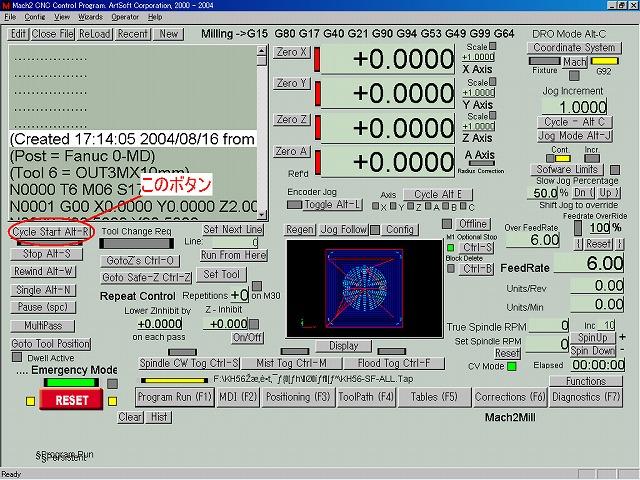
2.表面の切削
加工例1(コード編)で作成したGコードをロードします。 あとは、Mach2のCycle Start Alt-Rボタンを押すだけで片面の加工が出来ます。 実際の加工時は、X軸、Y軸は0.5mmくらいオフセットしておくと良いでしょう。 |
||||||||
 |
||||||||
 |
 |
|||||||
|
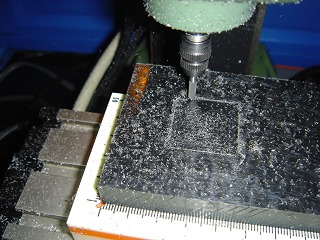
①の面はね加工中
|
②のポケット加工中
|
|||||||
 |
 |
|||||||
|
③のポケット加工中
|
④の輪郭加工中
|
|||||||
|
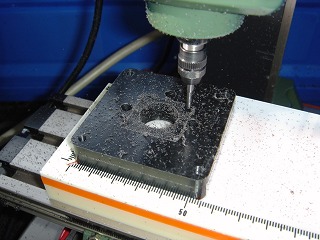
3.裏面の切削
裏面の加工は、面はねのみとなります。 |
|||||||||||
|
①部品のセッティング
表面の切削で切り出された部品をテーブルにセットします |
|||||||||||
 |
|||||||||||
|
②Z軸の設定
表面の切削と同様に、Z軸の設定を行います。 |
|||||||||||
 |
|||||||||||
|
③面取り
裏面用のGコードをロードして実行します。 |
|||||||||||
 |
|||||||||||
 |
|||||||||||
|
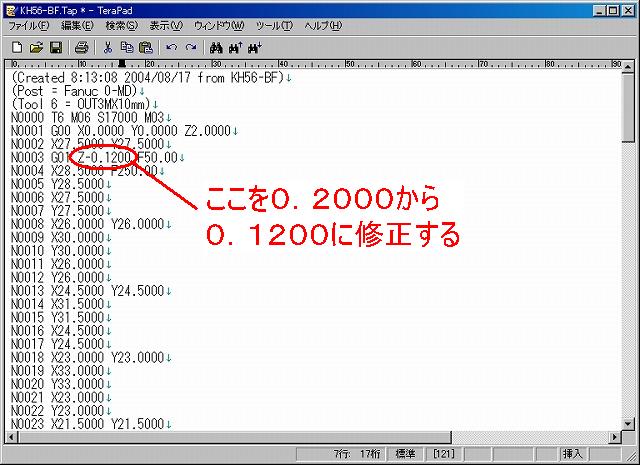
④仕上げ用面取りGコードの作成
|
|||||||||||
|
一旦、部品を取り外し厚さの測定をし、控えておきます。
今回は12mm厚で仕上げるので、あと0.12mm削る事になります。 Mach2画面の左上のEDITボタンを押し、Gコードの修正を行います。 |
|||||||||||
 |
|||||||||||
 |
|||||||||||
|
⑤面取り(仕上げ)
部品をテーブルにセット |
|||||||||||
 |
 |
||||||||||
|
面取り(仕上げ加工)
|
完成品(4隅の穴はM4タップでねじ切り済み)
|
||||||||||
|
これで、加工例1の部品作成は終了です。
|
|||||||||||