ベルメックス
CL−300
| 2004年6月23日
マイクロクロステーブルは仮止めが済んでいます。少し動きがしぶいため、調整中です。 マイクロクロステーブルの高さがある為、あまり直径の大きなものは削れなさそうです。 まだ動かしていませんが、実際に削る場合、Mach2にどの様なデータが必要なのかまだ良く分かっていないので、NETで検索していたら、 http://www.dakeng.com/ こんなページを見つけました。 英語はよく分かりませんが、モーターの取り付けとか刃物台のところにはアンチバックラッシュメカニズムとかいうのが取り付けてありました。 ばねで押さえつけて刃物台のあそびをなくす仕組みみたいですが、モーターのトルクがないと送りきれない感じ。 いろいろ中を見ていると、Gコードのサンプルデータがあったので、Mach2Turnに取り込んで見ました。 画面では見づらいのですが、ツールパスのところに青い線で表示されています。 2つ目の画面は、どこで拾ったか覚えていませんが、もう一つのサンプルです。 |
|||||
 |
|||||
|
サンプルのデータを取り込んだところ
|
|||||
 |
|||||
|
なぜG00でYのデータがあるのか分かりませんが曲線のツールパスが出来ています
|
|||||
| 2004年6月21日
クイックチェンジツールポストのベースボードですが、プロクソンCNCで、すぐに刃を折っていまいなかなか加工がうまくきませんでした。 真鍮板を削ったのは初めてだったので、もう少し切削条件など経験をつまないといけないなー。 と言う事で、6月19日にフォルムにお邪魔したときに、mmさん作っていただきました。 真鍮板は、5mm厚、で真鍮にねじを切ってと思っていたところは、ホームセンターで売っていた10φのねじ棒30cmくらいのものを切断し、6φのねじ穴をタップで作成。 ステンレス6φの皿ねじで固定しました。 |
|||||||
 |
 |
||||||
|
表面
|
裏面
|
||||||
| 2004年6月16日
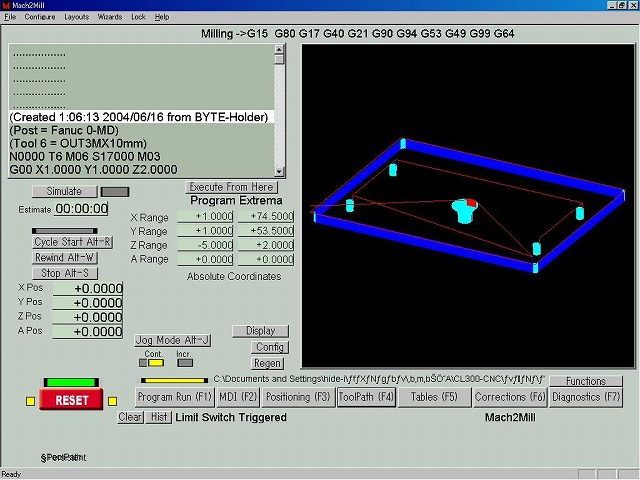
プロクソンのマイクロクロステーブルの台座が取り付いたので、クロステーブルを組むだけになっているのですが、まだ取り付けていません。 クロステーブルにクイックチェンジツールポストを取り付ける方法を色々考えていました。 結局は、クロステーブルに3mm厚の真鍮板を固定し、そこに10mm真鍮棒から削ったねじを立て、これにクイックチェンジツールポストを取り付けることにしました。 昨日、3mm真鍮板をプロクソンCNCで削って見たのですが、久々に金属を削ったのと、真鍮は初めてだったのとで、送り速度が速かったようで、2φの刃をすぐ折ってしまいました。 送り速度を遅くしたツールパスを作り直して再度削ったのですが、今度は、電源がうまくなく途中でリセットがかかってしまい中断。 そんなこんなで、今日、ツールパスを作り直しました。 真ん中の穴は、6mmの皿ねじが入るようになります。(自前のソフトを使用) これを削った後は、一旦、旋盤を組み上げ(元の状態)、真鍮棒を削ろうと思います。 |
|||||
 |
|||||
|
作り直したツールパス(Mach2の画面)
|
|||||
| 2004年6月9日
相変わらず、削りくずが飛び散ったままの汚い状態ですが、プロクソンのマイクロクロステーブルの台座部分に3つ穴を開けて取り付けてみました。 これ、結構いけそうです。 クロステーブルのレール部分の幅が、CL-300の刃物台取り付けねじ間隔より狭いのと、クロステーブル送りねじ用の樹脂製のナットが当たらないように、取り付け穴は45度傾けました。 このクロステーブルは、プロクソンのマイクロフライスCNCキットの購入以前に持っていたものです。 プロクソンCNCはY軸拡張パーツを取り付けたので、取り外した標準のY軸パーツを取り付け予定ですが、もう片方の軸はPOMから削らないとモーターが取り付け出来ません。もう少し時間がかかりそうです。 |
|||||
 |
|||||
|
マイクロクロステーブル 台座の取り付け
|
|||||
| 2004年6月7日
テーブルを色々とばらして調整して見ましたが、なかなか調整しきれません。 ステッピングモーターの軸直結での取り付けはこのモーターだと無理そうなので、取り付け方法をもう少し考えてみます。 それはそれとして、プロクソンのマイクロクロステーブルを取り付けるのが今のところ一番手っ取り早い方法のようで、どんな感じになるか試してみました。 |
||||||
 |
 |
 |
||||
|
X軸のテーブルを取り外したところ
|
プロクソンのクロステーブルをのせたところ
|
バイトを取り付けてみたところ
|
||||
| プロクソンのマイクロクロステーブルの下側のレールに穴を3箇所開ける事で取り付けられそうです。
旋盤のベットに取り付ける方法もあるのですが、ちょっと欲張ってバイトを取り付けるテーブル部分に取り付けることで、ねじ切りなども対応できないかななんて思ったりもしています。 ただ、この方法にするとバイトの刃先位置決めが面倒かもしれません。 |
||||||
| 2004年5月31日
29日に削った物と同じものをもう一つ削りました。少しサイズが違いますが使える範囲なのでOK。 同じに削れるようになるには、まだまだかかりそうです。 で、削った部品は写真のように取り付けます。ここまで見ると何をやりたいのかがわかるかな。 |
||||||||||
 |
||||||||||
|
取り付けてみたところ
|
||||||||||
| POMとABSの棒からパーツを作りました。 | ||||||||||
 |
 |
 |
||||||||
|
用意したパーツ
|
台座部分
|
台座部分
|
||||||||
 |
 |
 |
||||||||
|
モーター用台座
|
真鍮から削ったパーツを取り付け
|
台座を取り付け
|
||||||||
 |
 |
 |
||||||||
|
カップリングを取り付け
ワッシャーは、軸にこするので 外しました |
モーターを取り付け
|
|||||||||
|
組み立て完了
|
||||||||||
| 取り付けてみると、下のハンドルが操作しにくいので、モーターを時計回りに45度回転させたほうがよさそうです。
テーブルが結構固い。モーターの後のハンドルを回すと、オレンジ色のカップリングがねじれるのが分かる。ABSジョイントもくねくねする。直に取り付けようか悩むところです。 テーブルのバックラッシュも気になる。もう少し調整して見ます。 |
||||||||||
| 2004年5月29日
0.75mmピッチのねじは、フォルムのmmさんより30、50、60の組み合わせで出来るということでした。 ねじは削れる事が分かったのですが、ねじを切った後の根元部分の加工をどうしようか考え中なのでまだ上記の組み合わせは試していません。 今日は、写真のような部品を削りだしました。 CL−300に取り付ける為の部品です。さて、どこにつけるのでしょう。 |
|||||
 |
|||||
|
今日削った部品
|
|||||
| 2004年5月26日
プロクソンのスピンドルについているチャック部分を作ろうと、ねじ切りのギヤの設定をしようと表を見て見ると、0.75mmピッチがのっていないので、メールにて問合せをしました。 回答は、標準のギヤでは出来ませんということでした。 という事で、ギヤの歯数を計算してPOMで削って見ようと思ったが、どうやって計算するか良く分からない。 あまり考えるのもしたくなかったので、表とにらめっこをしていたら、1.5mmピッチのぎやの組み合わせの最後ギヤを2倍の歯数にすれば0.75mmに出来ると考え、早速試して見た。 1.5mmのギヤの組み合わせは、1段目40、2段目60、3段目40 0.75mm用にするには、1段目40、2段目60、3段目80 組み立てて見ると、ギヤのサイズにあわせて軸をスライドさせる部分の可動範囲が狭く、ギヤが入らない。 そこで、軸の裏側を削ることにしました。 ギヤをセットし削って見たところ、ねじピッチはOKでした。 |
|||||||
 |
 |
 |
|||||
|
加工した軸
|
ギヤを取り付けたところ
|
2つとも部品としては失敗ですが、ねじピッチは0.75mmで削れました
|
|||||